Many procurement teams treat polyester velour and traditional velvet as interchangeable. That assumption often leads to significant production failures. If you ignore the pile direction, the finished goods will show irregular shading. If you treat the knit base like a stable woven fabric, the dimensions will distort during cutting.
Polyester velour is a synthetic textile engineered with a sheared pile surface anchored to a flexible knit structure. It delivers the visual weight of luxury fibers with the resilience required for commercial scalability. This makes it the standard for high-traffic applications, from flame-resistant stage drapery to branded spa amenities that must withstand industrial laundering.
This guide breaks down the technical specifications required to source and handle this material correctly. We examine the specific mechanics of pile behavior and knit elasticity to prevent common manufacturing defects like dye migration or seam puckering.
- For Hotel & Event Buyers: You will learn to spec amenities that maintain a premium hand-feel after repeated use.
- For Production Teams: We clarify how to control fabric stretch during the cutting and sewing of promotional items, such as beach towels or picnic rugs from custom towel manufacturers.
If you’re sourcing branded velour towels or throws at scale from custom towel manufacturers, talk to a team that can manage sampling, QC, and shipping.
What is Polyester Velour?

Polyester velour is a pile knit fabric made from synthetic fibers, engineered to combine the plush texture of velvet with the elasticity of performance sportswear. Unlike traditional woven velvet, which is rigid and notoriously difficult to maintain, velour relies on a knitted loop structure.
This construction creates two distinct layers:
- The Base Knit: Typically a jersey stitch that provides stretch velour properties, allowing the fabric to drape over curved surfaces (like fitted table covers) without bunching.
- The Pile (Nap): The sheared, fuzzy surface loops that stand upright. These fibers create the signature softness and color depth.
The "Synthetic Velvet Alternative" Hierarchy
While often used interchangeably by marketing teams, the technical distinction lies in the manufacturing process:
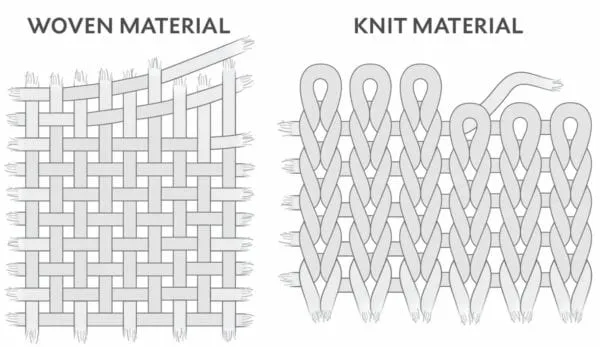
- Velvet: A woven fabric. It is dense, stable, and lacks stretch.
- Velour: A knit fabric. It is stretchy, pliable, and generally more durable for high-traffic use.
- Crushed velour fabric: This is not a separate fiber but a mechanical finish where the pile is permanently flattened in irregular directions to create a faceted, textured appearance.
3 Quick Quality Checks (Field Test)
Procurement teams and makers can verify fabric quality without a lab by using these tactile checks:
- The Nap Test: Brush your hand up and down the fabric. You should see a distinct color shift (lighter one way, darker the other). If the shade doesn't shift, the pile is too short or synthetic.
- The "Grin" Test: Stretch the fabric firmly across the width. If you can clearly see the grid of the base knit through the fibers (known as "grinning"), the pile density is too low for premium applications.
- The Recovery Check: After stretching, the fabric should snap back immediately. Sluggish recovery indicates poor quality elastane or loose knitting.
To ensure consistency across bulk orders, move beyond visual descriptors and specify metrics like GSM (weight) and knit gauge. Referencing established standards, such as ASTM D4850 for fabric terminology, helps align factory output with buyer expectations.
🌍 Real-World Context: " When sourcing for trade show booths or photography backdrops, always specify "matte" or "low-sheen" velour. Standard polyester velour is highly reflective and will cause glare under bright convention center lighting, ruining brand photos."————— Elizabeth L., Microfiber towel microfiber cloth manufacturer丨Marketing Specialist@Jiexu Microfiber Towel
Core Concepts: The Mechanics of Knit, Nap, and Stretch
Understanding polyester velour requires analyzing it as a dynamic system rather than a static surface. It combines the inherent instability of a knit structure with the directional sensitivity of a fiber pile. The fabric behaves less like a woven textile and more like a suspension system: the base knit determines stability, while the pile determines visual depth.
Part A: Knit Architecture and Spec Variations
The structural performance of velour relies on the interaction between the loop formation and the pile density.
- The Knit Base: Most commercial velour utilizes a weft knit construction (similar to jersey) or a warp knit (common in upholstery). This base dictates the stretch profile. A 100% polyester base offers only "mechanical stretch" (limited give due to loop distortion), whereas the addition of elastane (spandex) creates high-recovery stretch suitable for fitted garments.
- The Pile Density: This metric refers to the number of fiber tufts per square inch. Low density results in "grinning" (where the base fabric is visible through the pile when stretched). High density increases perceived luxury but introduces significant needle friction during production.
GSM (Grams per Square Meter) acts as the primary specification lever. It dictates not just weight, but the physics of how the fabric hangs and performs.
| GSM Range | Physical Characteristics | Common Applications |
|---|---|---|
| 200–240 GSM | High drape, lower opacity. Prone to edge curling during cutting. | Linings, budget promotional garments, lightweight costumes. |
| 280–350 GSM | Structured, opaque, high pile density. Resists curling. | Tracksuits, premium hoodies, and luxury towel alternatives. |
| 400+ GSM | Rigid drape, high thermal retention. Requires heavy-duty feed dogs. | Upholstery, heavy drapery, structured branding materials. |
Part B: The Nap (The Physics of Light and Cutting)
The "Nap" is the directional alignment of the pile fibers. Because polyester fiber has a naturally higher refractive index than cotton, the direction of the nap alters the fabric's interaction with light.
- Nap Down (Smooth): The fibers lay flat. Light reflects off the side of the fiber shaft, creating high sheen and a lighter color perception.
- Nap Up (Rough): The fibers stand vertical. The viewer looks into the tips of the fiber, which absorbs light. This creates a deep, matte, and rich color perception.
The One-Way Cutting Rule: To ensure visual consistency, One-Way Cutting is mandatory. Every pattern piece must be oriented in the identical direction on the marker. Rotating pieces 180 degrees to save fabric (railroading) results in a "two-toned" defect where adjacent panels appear to be different shades.
Part C: Sewing with Knit Fabrics (Velour Edition)
Processing polyester velour introduces specific mechanical challenges, primarily Creep and Perforation. Success in sewing with knit fabrics of this density requires specific machine adjustments.
- Handling Feed Differential (Creep): When sewing two layers face-to-face, the interlocking pile causes the layers to shift against each other. The top layer effectively "skates" while the bottom layer is gripped by the feed dogs.
- Solution: Utilize a Walking Foot or a differential feed serger to advance both layers simultaneously.
- Needle Selection: Standard sharp needles can sever the knit loops, causing runs that expand under tension.
- Solution: Install Ballpoint (Jersey) Needles. The rounded tip separates the knit loops rather than piercing the yarn.
- Stitch Geometry: Straight stitches lack the elasticity to move with the knit base and will snap under stress.
- Solution: Use a narrow Zigzag stitch (0.5mm–1.0mm width) or a specialized "Lightning" stitch to build elasticity into the seam.
Part D: Sourcing and QC Concepts
When sourcing at scale, vague descriptions result in production failures. Professional buyers verify the following specifications against established international standards.
The Procurement Checklist:
- Composition: Define tolerance (e.g., "95% Poly / 5% Spandex ±3%").
- Abrasion Resistance: For upholstery or heavy-use items, require Martindale testing results per ISO 12947 or ASTM D4966.
- Pilling Resistance: Verify surface durability using ISO 12945.
- Colorfastness (Crocking): Polyester bonds well with dye, but excess surface dye can transfer. Mandate wet/dry rub testing via AATCC 8 or ISO 105-X12.
- Dimensional Stability: Set shrinkage limits (typically <5%) verified by wash tests (AATCC 61).
Reliable custom towel manufacturers and textile suppliers will provide these test reports upon request. If a supplier cannot provide data on crocking or shrinkage, the risk of batch inconsistency is high.
Mini-Playbook: The 5-Step Cutting Workflow
- Identify Nap: Brush hand along selvage to find the "rough" (up) direction.
- Mark Direction: Place arrow stickers on the wrong side of the fabric indicating "Up."
- Layout: Arrange all pattern pieces with the top of the pattern pointing toward the "Up" direction.
- Stabilize: Use pattern weights rather than pins to prevent pile distortion.
- Cut: Use a rotary cutter to minimize fabric lift and shift.
Strategic Value: Why Procurement Leads Choose Polyester Velour

For brand strategists and buyers, polyester velour represents a calculated balance between perceived value and operational scalability. Unlike volatile natural fibers, synthetic velour offers a predictable supply chain and consistent performance, making it the fabric of choice for high-volume campaigns where brand integrity is non-negotiable.
Delivers High-End Perception at Scale
Polyester velour replicates the "luxury hand" and sheen of silk velvet without the prohibitive cost or fragility. This allows brands to elevate customer touchpoints in high-traffic environments without risking inventory loss.
- Hospitality: Deploys effectively for spa loungers and welcome towels, offering guests a plush experience that withstands industrial laundering.
- Event Branding: Ideal for corporate gala throws and VIP festival areas where the material must convey exclusivity while surviving spills and heavy handling.
Enhances Brand Legibility

The fabric's uniform, sheared pile provides a superior canvas for branding compared to the irregular loops of natural terry cloth.
- Print Clarity: The dense surface creates a stable substrate for screen printing and heat transfer, ensuring logos remain crisp and legible rather than getting lost in texture.
- Technical Note: While velour elevates embroidery, the deep pile can obscure fine text. Successful production requires a "knock-down stitch" base layer to flatten the pile before the main design is applied.
Drives Operational Efficiency
Beyond aesthetics, polyester velour offers measurable advantages for logistics and maintenance:
- Dimensional Stability: Unlike cotton, which can shrink or skew in high-heat washes, polyester knit structures retain their shape, ensuring uniforms and table covers fit perfectly after 50+ cycles.
- Energy Savings: The hydrophobic nature of polyester retains less water, resulting in quicker drying times and reduced energy costs compared to heavy natural piles.
Ensures Compliance & Safety
Sourcing synthetic textiles requires strict adherence to safety standards to protect brand reputation and meet venue requirements.
- Chemical Safety: Verify that bulk orders carry OEKO-TEX Standard 100 certification to ensure the fabric is free from harmful substances.
- Fire Retardancy: For stage and venue use, compliance with NFPA 701 standards is often mandatory to meet local fire codes.
- Sustainability: For eco-conscious mandates, request GRS (Global Recycled Standard) documentation to validate recycled polyester claims.
🚀 Strategic Insight: LeelinePromotion manages the "invisible" logistics of bulk sourcing. We ensure Pantone alignment across production batches and handle custom kitting to ensure goods arrive venue-ready.————— Mario Zhang, Towel Specialist- Sales Manager
For bulk branded velour textiles with sampling + QC, contact LeelinePromotion.
Challenges & Considerations: The Reality of Polyester Velour
Polyester velour offers durability and sheen, but it is not a universal solution. Procurement teams must account for physical limitations regarding breathability, static, and production waste to prevent product failures.
Limitation 1: Breathability and Moisture Retention
Unlike natural fibers, polyester is hydrophobic. It traps heat and moisture against the skin rather than wicking it away. This makes 100% polyester velour a poor candidate for high-intensity activewear or heavy bathrobes in humid climates.
- The Risk: Wearables may feel "clammy" after prolonged use.
- The Mitigation: For spa applications, specify a cotton-blend base or switch entirely to cotton terry for superior absorption.
Limitation 2: Static Buildup and Lint Attraction
The friction created by the synthetic pile generates significant static electricity. In dry environments, polyester velour acts as a magnet for dust and hair.
- Visual Impact: Dark branded items (like black hoodies) appear dirty on the shelf if packaged incorrectly.
- 🛡️ Mitigation: Specify an anti-static chemical finish during dyeing. Always request individual polybagging rather than tissue paper to prevent dust transfer during transit.
Limitation 3: Color Transfer (Crocking)
Deeply saturated velour is prone to "crocking," where excess dye rubs off onto lighter surfaces. This occurs when "floating dye" fails to bond with the fiber.
- The Protocol: Mandate a Crocking Test (such as AATCC 8) in your tech pack. A rating of 4.0 or higher is required for commercial goods.
- Simple QC Check: Before shipment, firmly rub a wet white cloth against the sample. If color transfers, reject the batch.
Limitation 4: Nap-Direction Waste
Velour has a "one-way" nap. To ensure visual consistency, every pattern piece must be cut in the same direction.
- The Cost: This prevents "railroading" (flipping pieces to save space), which typically increases fabric consumption by 10% to 15% compared to flat wovens.
- ⚖️ The Trade-off: You accept higher material costs to avoid "shading" (where panels look different colors due to light reflection).
Limitation 5: Durability vs. Softness
Durability is not assumed; it must be engineered. Standard garment-weight velour (250 GSM) lacks the tensile strength for upholstery and will split at the seams under pressure.
- For Interiors: Abrasion targets must be specified in the contract.
- For Hand Feel: If extreme softness is prioritized over ruggedness, compare samples against bamboo viscose, which offers a silkier hand but lower abrasion resistance.
Procurement Reality: Lead Times
Sourcing custom polyester velour is a manufacturing project, not a stock purchase.
- Lab Dips: Allow 5–7 days for Pantone matching.
- Production: Bulk knitting and dyeing require 20–30 days.
- ⚠️ Critical Warning: Always build a 2-week buffer for "kitting" and port logistics. Missing a trade show deadline because of a customs hold is a preventable failure.
Summary & Strategic Verdict: Is Polyester Velour Right for Your Project?
Ultimately, polyester velour represents a strategic compromise between aesthetic luxury and industrial resilience. It combines the visual depth of a plush pile with the functional elasticity of a knit base, making it a superior choice for high-traffic commercial goods where traditional velvet would fail. However, its success relies entirely on rigorous specification—balancing GSM, pile direction, and abrasion testing—to prevent common pitfalls like shading or seam distortion.
As sustainability mandates grow, the industry is increasingly shifting toward Recycled Polyester (rPET) options, allowing brands to maintain this durability while meeting environmental standards.
The Decision Checklist
Use this framework to finalize your material selection:
- Choose 100% Polyester Velour when you need scalable sourcing, high sheen, easy-care maintenance, and strong visual impact for promotional goods.
- Choose Polyester Spandex Velour when the application requires fitted stretch covers, performance apparel, or items that must drape over curved surfaces.
- Evaluate Polyester vs. Cotton Velour based on the end-use environment: choose cotton for breathability, but stick to polyester for shrink tolerance and laundering infrastructure.
- For Upholstery & Heavy Use: Do not rely on standard garment specs; define abrasion and pilling thresholds upfront in your tech pack.
If you’re sourcing bulk branded velour towels, throws, or lounge textiles and want help with sampling, QC, and delivery coordination, contact LeelinePromotion,please contact us at [info@leelinepromotion.com](mailto: info@leelinepromotion.com) or visit leelinepromotion.com.
FAQs for Polyester Velour
Q1. How does polyester velour perform in extreme temperatures?
Polyester velour maintains structural integrity from -10°C to 60°C, making it suitable for both refrigerated event setups and outdoor summer activations. Its thermal stability prevents pile flattening or knit distortion under prolonged heat exposure.
Q2.What printing methods work best on polyester velour for logos?
Sublimation printing offers the sharpest results, as dyes bond directly to synthetic fibers without cracking. For multi-color designs, pre-treat the fabric to lock in vibrancy across high-volume runs.
Q3.How should polyester velour be stored before production?
Store rolls vertically on perforated pipes to prevent cone crushing, and maintain 45–65% humidity to avoid static buildup. Keep away from direct sunlight to preserve dye saturation.
Q4.What thread tension settings are ideal for sewing polyester velour?
Set upper tension to 3.5–4.5 and lower to 4.0–5.0 on industrial machines, using textured polyester thread (Tex 40). This prevents skipped stitches while accommodating knit elasticity.
