
We once saw a client reject a shipment of 5,000 units because the red logo dye bled onto the white fabric during a single wash cycle. The cost of that mistake was over $50,000.
Color fastness to washing is the capacity of a textile to withstand the chemical and mechanical stresses of laundering without fading or staining adjacent fibers.
For manufacturers and buyers, this is not just a lab metric—it is the primary defense against returns, "shade drift," and audit failures. While other tests measure resistance to sunlight or rubbing, washing fastness specifically predicts how a product behaves in the consumer's machine.
In our experience managing global supply chains, preventing these failures requires precise adherence to international standards. This guide breaks down exactly how to specify requirements and interpret test reports aligned with ISO 105-C06 and AATCC 61 protocols.
Whether you are sourcing simple cottons or complex apparel fabric types, we will show you how to prevent cross-staining and ensure your merchandise survives the wash.
What is Color Fastness to Washing?

Color fastness to washing is the capacity of a dyed or printed textile to resist fading or transferring color during a standard wash cycle. In our daily sourcing operations, we prioritize this metric above almost all others. A cracked logo is a visible defect, but a promotional polo that turns a client’s white laundry pink is a brand liability.
We evaluate this using two specific textile quality control parameters:
- Color Change: Did the original item lose depth or shift in shade? (e.g., Navy blue fading to dull grey).
- Staining: Did the dye migrate onto other fabrics in the load? This measures the efficacy of color bleeding prevention.
Think of the "red sock" scenario. If the sock turns pink, it lacks fading resistance in fabrics. If it ruins the white shirt next to it, it suffers from poor dye stability.

The Testing Mechanism: The "Sandwich" Method
Labs do not simply toss a garment into a washing machine. To isolate variables, technicians sew the test specimen to a multifiber adjacent fabric. This strip acts as a diagnostic tool, containing bands of distinct fibers like cotton, polyester, nylon, and wool.
This distinction is vital for troubleshooting. If the test reveals staining on the nylon band but not the cotton, we know the failure lies specifically with the acid dye fixation. This allows us to adjust the chemical recipe before bulk production begins.
Decoding the Lab Report
When we audit factory test results, we look for grades based on the Grey Scale (ISO 105 series). The scale runs from Grade 1 (Severe Failure) to Grade 5 (No Change).
- Grey scale for color change: Assesses the appearance of the specimen.
- Grey scale for staining: Assesses the adjacent fabric.
Some reports may include a ΔE (Delta E) value derived from a spectrophotometer. We use this digital data to resolve disputes when visual grading is borderline.
Where this fits in production flow Testing occurs during the Pre-Production Sample (PPS) stage. If a fabric fails here, we reject the lot.
3.1 Choose the Right Standard (Don’t Mix Methods)
In our sourcing operations, the most frequent specification error is blending standards. Buyers often copy-paste requirements without realizing ISO and AATCC protocols use different detergents, agitation mechanics, and temperature curves.
There is no conversion formula. A Grade 4 in ISO is not equivalent to a Grade 4 in AATCC. To avoid costly re-testing, use this logic gate when building your tech pack:
- SelectISO 105-C06: For Europe, Asia, or global markets. This is the dominant international standard.
- Select AATCC 61: For North American markets (USA/Canada). US retailers almost exclusively demand AATCC protocols.
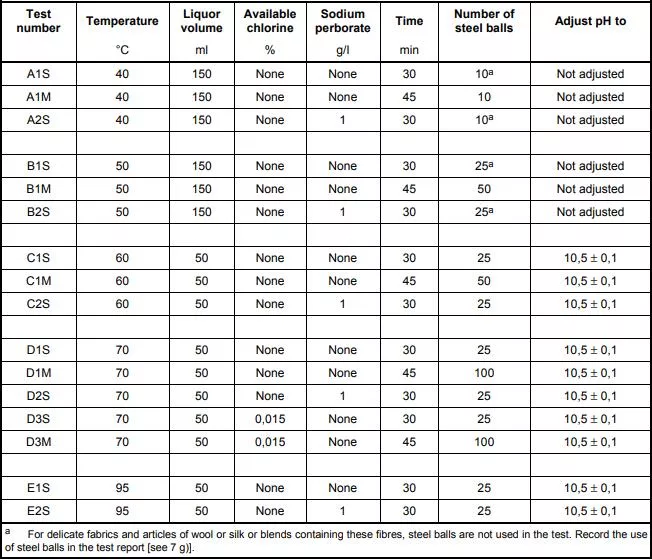
3.2 ISO 105-C06: The Global Benchmark
We use ISO 105-C06 to simulate domestic laundering with precision. The lab doesn't use a washing machine; they use a Launder-Ometer —a device capable of holding sealed stainless steel canisters in a rotating water bath.
To replicate the stress of a real wash cycle, we control three specific variables:
- Reference Detergent: We use "ECE Reference Detergent" (without optical brighteners). This ensures fading is caused by the wash process, not masked by fluorescent additives.
- Mechanical Action: For severe stress tests, we add 10–25 stainless steel balls (6mm) into the canister. As the device rotates, these balls strike the fabric, simulating the abrasion of zippers and buttons in a crowded load.
- Liquor Ratio: We maintain a strict water-to-fabric ratio (e.g., 50:1). If the water volume is too low, dissolved dye concentrates and re-deposits onto the garment, causing false failures.
3.3 AATCC 61: The Accelerated Stress Test
AATCC 61 is designed for speed. It is an accelerated test where 45 minutes of high-friction agitation equals five typical home launderings.
When specifying this, you must select the exact Test Condition based on the fabric's intended use:
- 1A: Low temp (40°C). Simulates hand washing.
- 2A: Medium temp (49°C). Simulates standard machine wash.
- 3A: High temp (71°C). Simulates heavy-duty uniform washing.
🧠 Expert Insight: For mostcustom promotional clothing, we specify Test No. 2A. It balances rigor with the reality of how end-users wash branded tees.
3.4 Step-by-Step Lab Workflow
We have audited countless third-party labs (SGS, Intertek) to verify this workflow. Here is the linear journey of a test sample:
- The Sandwich Assembly: Technicians cut a 40mm x 100mm specimen and stitch it face-to-face with a Multifiber Adjacent Fabric. This "sandwich" captures any dye that bleeds out during the test.
- The Wash Run: The technician places the sandwich in the steel canister with the pre-heated detergent solution and steel balls. The machine runs for the exact duration (e.g., 45 mins).
- Rinsing & Separation: Technicians remove the sample and rinse it in distilled water to stop the chemical reaction. Crucially, they separate the stitches before drying to prevent dye migration while damp.
- Conditioning: The fabric "rests" in a climate-controlled room (20°C, 65% humidity) for 4 hours. Proper moisture content is essential for accurate light reflection during grading.
3.5 Interpreting the Grey Scale
We use ISO Grey Scales to rate results. These are not subjective opinions; they are visual comparators used under standardized D65 Artificial Daylight.
A) Grey Scale for Color Change (The Specimen)
This scale measures contrast between the unwashed reference and the washed sample.
| Grade | Visual Meaning | Procurement Decision |
|---|---|---|
| 5 | No Change | Accept. Identical to new. |
| 4 | Slight Change | Accept. Standard for retail/apparel. |
| 3 | Noticeable | Risk. Acceptable for cheap giveaways; reject for retail. |
| 2 | Significant | Reject. Tone shift (e.g., Navy turns purple). |
| 1 | Severe | Critical Failure. Total loss of depth. |
Note: Labs report half-steps (e.g., 3-4) when results fall between standards.
B) Grey Scale for Staining (The Adjacent Fabric)
Here, we ignore the shirt and look at the Multifiber Strip. This strip contains bands of different fibers (Cotton, Nylon, Polyester).
- The Risk: If a red cotton shirt stains the Nylon band, the dye has an affinity for synthetics. This is a red flag if you plan to sew a polyester logo patch onto that shirt.
3.6 How to Specify Acceptance Criteria
Vague phrases like "good color fastness" are unenforceable. To protect your order, embed this clause template in your Purchase Order (PO):
Testing Requirement: Color Fastness to Washing
- Standard: ISO 105-C06
- Method: A2S (40°C, 30 min, steel balls included)
- Acceptance Criteria:
- Color Change: Min Grade 4.0
- Color Staining: Min Grade 3-4 (on all fibers)
- Retest Protocol: Failed lots re-tested at supplier expense.
For High-Stakes Categories: For types of clothing like heavy canvas uniforms, raise the Staining requirement to Grade 4.0. A uniform that stains an employee's undergarments is a liability. Conversely, for single-use event items, Grade 3.0 is often acceptable to reduce dye costs.
Why Strict Washing Standards Matter: The ROI of Quality Control

We view testing not as a line item, but as insurance. In our sourcing audits, the cost of a lab test averages 0.01% of the total order value, while the cost of a recall is 100% plus brand reputation. Strict protocols translate technical data into four undeniable commercial advantages.
Benefit 1: Prevents Catastrophic Staining Incidents
Fading resistance in fabrics matters, but "bleeding" kills profitability. We frequently see staining failures in high-contrast goods like ringer tees or varsity jackets, where a dark trim ruins a light body during the first wash. This "component-to-component transfer" renders merchandise unsellable. In our stress tests, identifying loose dye molecules prevents these irreversible aesthetic failures before they reach the customer.
Benefit 2: Eliminates Costly Rework & Shipment Holds
Early screening for washing fastness of textiles stops defects at the source. We found that detecting poor fixation at the dyeing stage costs pennies to fix (via re-soaping), whereas catching it at final QC requires stripping and re-dyeing thousands of finished garments. This protocol prevents the logistical nightmare of missing a trade show deadline due to last-minute corrective actions.
Benefit 3: Secures Audit-Ready Documentation
Standardized textile quality control provides a financial shield.
- Defensibility: If a buyer claims a defect months later, the original pass/fail report proves the goods met specs at handover.
- Scorecards: We use this data to objectively rank suppliers, removing low-performing dye houses from our network.
Benefit 4: Ensures Cross-Market Comparability
Standards eliminate subjective arguments. By strictly adhering to ISO or AATCC protocols, we align expectations between a designer in New York and a lab in Wuhan. A "Grade 4" result is a verified fact, not an opinion.
🚀 Strategic Insight: As your supply chain aggregator, LeelinePromotion manages*color fastness to washing across diverse material suppliers. We act as your quality firewall, ensuring that the cotton cap and the polyester lanyard in your welcome kit both meet the same rigorous standard before they ever enter a shipping container.*

5. Challenges: Why "Passing" Results Can Still Fail
A lab report is a snapshot, not a guarantee. In our supply chain audits, we frequently encounter "perfect" results that trigger consumer complaints. This disconnect usually stems from testing variables that standardized protocols miss.
5.1 Method Mismatch & Subjectivity
Color fastness to washing grades are not universal. We often see factories submit ISO 105 results (gentle mechanical action) to buyers requiring AATCC 61 (aggressive steel ball agitation). A fabric scoring Grade 4 in ISO often drops to Grade 2.5 under AATCC stress because the steel balls physically abrade the fiber. Additionally, visual grading depends on human judgment; operator fatigue can shift results by 0.5 points.
5.2 Troubleshooting: A Diagnostic Playbook
When results drift, we use this logic to isolate the root cause:
Symptom: Unexpected Staining Check the adjacent fabric type. If a polyester logo stains the nylon band of a multifiber strip, the dye selection is incompatible. 🛡️ Mitigation: Switch to high-energy disperse dyes or improve reduction clearing.
Symptom: Lab vs. Factory Fluctuation
- Hard Water Interference: Calcium and magnesium precipitate soaps, trapping unfixed dye. We require factories to document water hardness daily.
- Improper Liquor Ratios: A low water-to-fabric ratio (4:1) creates a concentrated "dye soup" that redeposits colors. ⚖️ The Trade-off: Increasing the ratio to 10:1 ensures clean rinsing but significantly raises water consumption costs.
Symptom: Pass in Lab, Fail in Home Wash Labs use neutral detergents, while consumers use brands loaded with optical brighteners that shift shades. 🛡️ Mitigation: Perform a "Reproducibility Wash" using consumer detergent and machines to stress-test the dye against real-world chemistry.
5.3 Process Prevention
Prevention happens in the dye house, not the lab. We specifically audit for insufficient soaping (skipping rinse baths to save time) and poor fixation (using cheap agents on cotton). For synthetics, skipping "reduction clearing" guarantees surface dye will bleed later.
See the AATCC Technical Manual for detailed method limitations.
Final Verdict: Mastering Color Fastness to Washing
Ultimately, color fastness to washing determines the lifespan of your brand’s reputation. We have confirmed that controlling color change (fading resistance) and staining (bleeding prevention) requires more than trusting a factory's word. It demands rigid adherence to a specific standard—whether ISO 105-C06 or AATCC 61. Without an exact procedure, even high-quality dyes fail under consumer scrutiny.
While the strict testing parameters may seem excessive for simple promotional items, the cost of a recall far outweighs the price of a lab test. As the industry shifts toward eco-friendly, natural dyes—which are inherently less stable—rigorous pre-production testing becomes the only viable defense against comprehensive product failure.
The 6-Point Quality Control Checklist
Use this checklist to audit your next lab report or tech pack. If any point is missing, the test is invalid.
- Specify the Standard: Explicitly state ISO 105-C06 or AATCC 61 (include the Year + Option, e.g., 2A).
- Define the Variables: Confirm temperature (e.g., 40°C), detergent type, and mechanical action (steel balls).
- Require Dual Grading: Ensure the report lists Grey Scale grades for both Color Change (the garment) and Staining (the multifiber strip).
- Control the Environment: Verify grades were assessed under D65 Artificial Daylight.
- Check the Liquor Ratio: Confirm a minimum 10:1 ratio to prevent dye redeposition.
- The "One Strike" Rule: Mandate immediate third-party re-testing for any result below Grade 3.0.
Related Resources
If you need help aligning test requirements across suppliers or preparing audit-ready QC documentation, contact our team.
